Progressive-die stamping from 10T to 250T.
34 punch presses across GTX, JF21, and SN1 lines, with inline welding, threading, and powder-coat finishing on the same floor.
High-volume progressive forming.
Hardened D2 and Cr12MoV tooling, continuous coil feeding, and strip widths to 800 mm — accurate down to ±0.03 mm.
Continuous Strip Forming
Perfect for automotive fixtures, electronic shielding, and complex terminal hardware. Coils feed automatically to sustain rates up to 120 SPM.
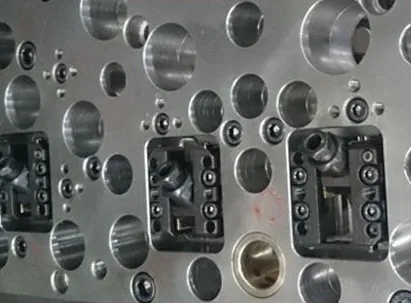
In-house tooling
Our tooling cell designs and machines D2 and Cr12MoV progressive dies in-house — engineered for millions of strikes per tool set.
Estimate bend allowance and springback.
Pick material, gauge, and target angle. The model returns a K-factor, flat-pattern bend allowance, and the overbend tool angle needed to land the spec.
2.51 mm
Total sheet material elongation length
+1.5°
Elastic recovery requiring overbending
Press capacity
Active forming stations for deep-drawing, shearing, and coil work
- GTX-250 Flagship Link Press250 Tons
- Strike
- 15-40 SPM
- Stroke
- 550 mm
- Strip
- 800 mm
- Ctrl
- GTX-250 Controller
- GTX-200 / JF21-200 Link Press200 Tons
- Strike
- 20-60 SPM
- Stroke
- 400 mm
- Strip
- 600 mm
- Ctrl
- GTX-200 / JF21-200
- G2-160T / JF21-160B Frame Press160 Tons
- Strike
- 30-85 SPM
- Stroke
- 300 mm
- Strip
- 450 mm
- Ctrl
- G2-160T / JF21-160B
- JH21-110 / SN1-110 / JF21-110 Press110 Tons
- Strike
- 40-100 SPM
- Stroke
- 220 mm
- Strip
- 320 mm
- Ctrl
- JH21 / SN1 / JF21
- JZ21-80 / SN1-80 Press80 Tons
- Strike
- 50-120 SPM
- Stroke
- 180 mm
- Strip
- 250 mm
- Ctrl
- JZ21-80 / SN1-80
- J23-16 to J23-25 Gap Punch16T - 25 Tons
- Strike
- 60-150 SPM
- Stroke
- 120 mm
- Strip
- 180 mm
- Ctrl
- J23 Hardware Line
| Station | Tonnage | Strike | Stroke | Strip width | Control |
|---|---|---|---|---|---|
| GTX-250 Flagship Link Press | 250 Tons | 15-40 SPM | 550 mm | 800 mm | GTX-250 Controller (Qty: 1) |
| GTX-200 / JF21-200 Link Press | 200 Tons | 20-60 SPM | 400 mm | 600 mm | GTX-200 / JF21-200 (Qty: 4) |
| G2-160T / JF21-160B Frame Press | 160 Tons | 30-85 SPM | 300 mm | 450 mm | G2-160T / JF21-160B (Qty: 6) |
| JH21-110 / SN1-110 / JF21-110 Press | 110 Tons | 40-100 SPM | 220 mm | 320 mm | JH21 / SN1 / JF21 (Qty: 7) |
| JZ21-80 / SN1-80 Press | 80 Tons | 50-120 SPM | 180 mm | 250 mm | JZ21-80 / SN1-80 (Qty: 5) |
| J23-16 to J23-25 Gap Punch | 16T - 25 Tons | 60-150 SPM | 120 mm | 180 mm | J23 Hardware Line (Qty: 7) |
Equipment & machinery
34-press progressive-die stamping line, 10T–250T


- GTX / JF21 / JZ21 press lines
- SN1 & JH21 presses (10T–250T)
- In-house progressive dies
- Automated coil feed
Have a sheet metal part to stamp?
Send drawings or a part description. A senior stamping engineer will review minimum bend radii, hole-to-bend relief, and tooling strategy and respond within 48 hours.
Stamped → welded → coated → printed.
Stamped parts route directly to weld, paint, and screen-print cells on the same floor — no third-party handoffs.
Welding
Seven spot welders (DC + AC) and three TIG NBC-250 stations join brackets and assemblies inline.
Powder coating
Two automated paint tunnels with salt-spray protection rated up to 720 hours.
Silk screening
Pad printing for branding, terminal numbering, and calibration marks directly on finished faces.